





圧着端子とは?
圧着端子は、電線やケーブルを接続するための一種の接続部品で、英語では”crimp terminal”と呼ばれます。通常、圧着工具を使用して端子の金属部分を圧縮し、電線と接続します。圧着端子は電子機器の基板やコネクタ、自動車の配線や電装部品の接続など、さまざまな分野で使用されます。圧着端子には、バレル形状によってクローズドバレル端子とオープンバレル端子があります。
クローズドバレル端子とオープンバレル端子の違い
上述の通り、圧着端子にはバレル形状によって、オープンバレル端子とクローズドバレル端子の大きく2種類に分類されます。
クローズドバレルとは?
クローズドバレル(Closed Barrel)は端子のバレルが環状になっており、内側が完全に閉じている状態です。
単一の配線を端子に接続する場合に使用されます。配線を挿入する前にバレルを開き配線を挿入し圧着させます。又、電線の太さによって製品が細かく分かれており、使用する電線の太さに注意が必要です。
オープンバレルとは?
オープンバレル(Open Barrel)は端子のバレル(円筒状の部分)が真っ直ぐに開いている状態です。バレルの端は内側に湾曲していることがあります。
圧着端子部分は、導線の被膜を取ったうえでワイヤーをかしめるため、クリンプハイトを保つように調整して絞りを行う必要があります。そのため圧着端子自体を製造する際は、端子部分の精度が非常に重要となります。
またバレル部分は、端子側のワイヤーバレルと、その手前のインシュレーションバレルの2つに分かれることが多くなります。ワイヤーバレルは、芯線圧着部とも呼ばれ、導線を加締めて保持するために必要な部位です。このワイヤーバレルの大きさによって適合する電線の大きさが決まります。一方でインシュレーションバレルは、電線の被膜を加締めるためのバレルで、ワイヤーバレル部で導線が切れないようにするために必要な部位です。
オープンバレルはワイヤーハーネスの接続に使用され、電源のアースにもよく使われます。
クローズドバレル端子とオープンバレル端子の違いとは?
クローズドバレル端子とオープンバレル端子の違いは、使用される接続方法です。オープンバレルは複数の配線を一度に接続できるため、高密度の配線やワイヤーハーネスの作業に適しています。一方、クローズドバレルは単一の配線を接続する場合に使用され、特に高い信頼性と接触を必要とするアプリケーションに適しています。
オープンバレル圧着端子の製作が困難な理由
・ オープンバレルは、バレルの一端が開いている形状です。この開いた部分を正確に制御することが困難であり、バレルの形状が一定でないと正確な接続が得られません。バレルの形状によって抜きパンチの工程数が変わる為、細かい調整が必要です。
・オープンバレル式の端子は圧着する箇所が2箇所あり、1つは、被覆をかしめて固定する場所、もう1つは芯線をかしめて固定する場所です。爪の部分をそれぞれかしめる(圧着する)だけですが、これがとても難しい作業です。ギザギザになっているダイス部分に力を加え、潰せばいいとも考えますが、オープンバレルの場合、力の加減によって爪が曲がったり、変形したり、届かなかったり、と正確に圧着出来ないことがあります。より複雑になると複雑、コストも納期もかかりるようになってくる難しさがあります。
・ オープンバレルでは、導線をバレルにしっかりと保持することが困難です。バレル内に導線を正しく挿入するには、導線が滑りやすい場合があり、正確な位置決めや保持が難しい場合があります。
ナカトガワ技研ならではの圧着端子の製作ポイント
・ バレル形状のこだわりが多く、かしめた際の圧着強度にもこだわって製作しています。
・バレルの形状によって抜きパンチの工程数が変わります、一気に対応すると金型部品の強度が持たないため抜けません。
・線が抜けては意味がないので圧着のしやすさ、バレルに対して何Φの線がかしめられるかを注意しています。
・図面で指示する際に、高さ、幅、下部分のR径、内側のつぶし、角形状のボックス時は角R指定を注意しています。
当社の圧着端子の製品事例
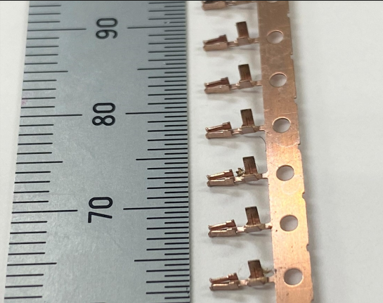
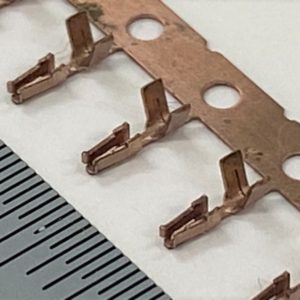
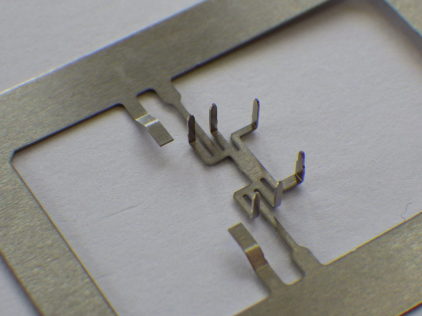
こちらは、車載用で使用される圧着端子です。板厚は0.2mm、ピッチは5.0mmで、試作順送金型にて製造いたしました。
圧着端子は、薄板になればなるほど、形状の寸法公差を出すのが困難になります。こちらの薄板の圧着端子は、寸法公差だけでなく、同軸精度もあげられる所が重要なポイントになります。
この製品はシンプルな形状でありながら、下記のように要求公差が厳しい製品でした。
| 公差 | 通常 | 今回製作 |
| 曲げ高さ | ±0.02~0.03mm | ±0.01mm |
| 接点GAP | ±0.02mm | ±0.01mm |
| バレル高さ/幅寸法 | ±0.1mm | ±0.05mm |
当社では、このような薄板の加工を得意としております。金型の機構設計や工程設計に独自の技術ノウハウを駆使することで、圧着端子をはじめとした様々なコネクタ端子部品用の順送金型のことなら、薄板プレス加工センターまでお気軽にご相談ください。
動画でスケルトンレイアウトをご紹介!
当社のYouTubeチャンネルでは、順送プレス金型のスケルトンを一部公開しております。
薄板プレス加工センターでは、順送プレス金型の試作に関する資料を公開中!

薄板プレス加工センターを運営する株式会社ナカトガワ技研が作成した、数種類のハンドブックをすべて無料でダウンロードできます。順送プレス金型や薄板プレス加工など、幅広く設計者の方々のための情報をまとめています。1つだけの資料ダウンロードから、すべてまとめてダウンロードもできます。
1分でフォーム登録完了、すぐに資料をダウンロードできます!興味のある資料を以下よりダウンロードしてみてください!
順送プレス加工の効率生産にお悩みの方は、薄板プレス加工センターにお任せください!
薄板プレス加工センターを運営する株式会社ナカトガワ技研は、宮城県石巻市で順送プレス金型の製造をつづけて35年、「知る人ぞ知る」東北最大手の試作順送金型メーカーです。
当社では、金型製造やプレス加工に必要な設備が全て整った設備体制により、金型の設計製造から検査、プレス加工まで一貫して行うことができます。
またナカトガワ技研の加工技術は、米粒ほどの大きさにも加工することができるのは当たり前。そのような高精度加工を安定的に行う当社の技術力こそが、高精度金型部品加工を実現するためのポイントです。
さらに当社では、累計3,000型の順送金型の製作実績があり、今までの試作品をスケルトンとして全てサンプル保存しております。この蓄積されたサンプルにより構築された当社のアイデア力で、お客様のご要望に応えて様々な金型形状を生み出します。
ナカトガワ技研では、板厚0.03~1.0mmの薄板順送プレス加工を得意としております。
特に試作~中量産用の試作金型の設計・製造に強みがある当社は、試作・中量産のプレス加工にも対応しております。この領域のプレス加工では、当社は負けない自信があります。
薄板プレス加工にお悩みの方、順送金型にお困りの方は、まずは薄板プレス加工センターまでお気軽にご相談ください。










