C2680R-H製ポスト試作
材質:C2680R-H
板厚:0.4mmmm




受付時間 (8:00~16:45)









製コンタクト試作品")
製 ホールドダウン")







 レセプタクルホールドダウン")























")






















製 ホールドダウン")
")












材質:C2680R-H
板厚:0.4mmmm

材質:C7025R-TM03
板厚:0.12mmmm

材質:C2680R-H
板厚:0.2mmmm

材質:C2680R-H
板厚:0.3mmmm

材質:C5210R-H
板厚:0.12mmmm

材質:C5191R-H
板厚:0.08mmmm

材質:C5210R-EH
板厚:0.2mmmm

材質:C5210R-EH
板厚:0.2mmmm
")
材質:リン青銅全般
板厚:0.08~0.2mmmm

材質:MAX251
板厚:0.1mmmm




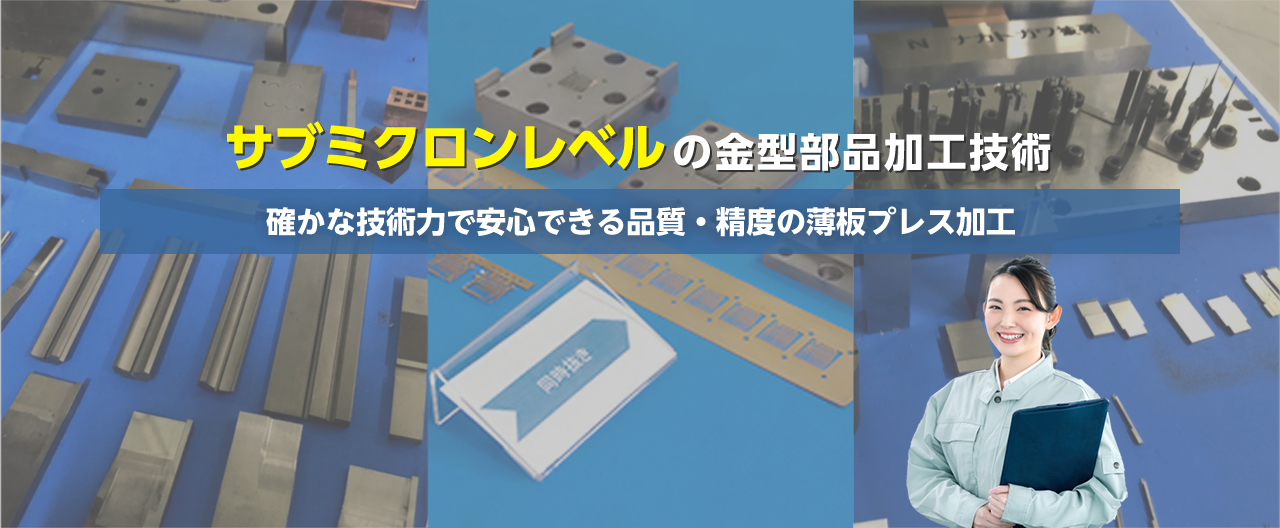
ロット1万~300万の高精度プレス部品の短納期納品を可能にする、試作順送プレス金型!
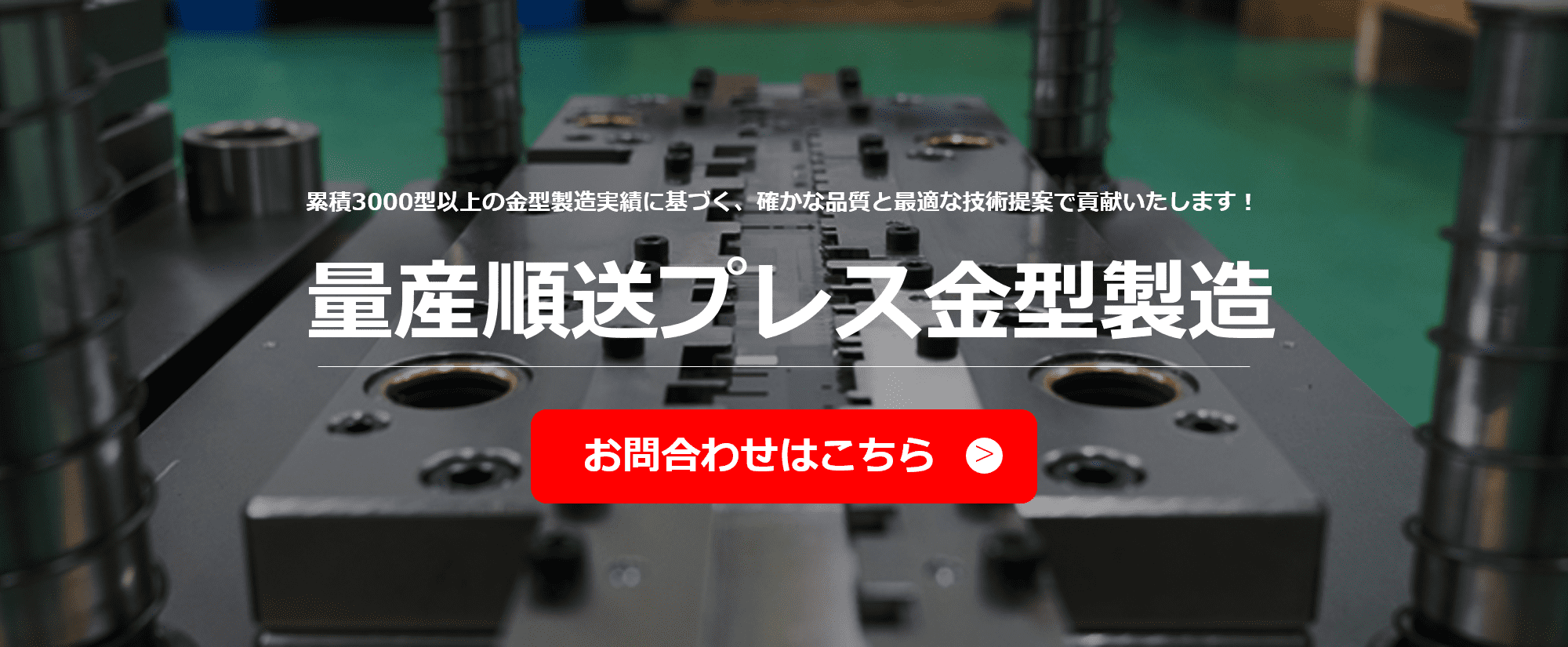
累積3000型以上の金型製造実績に基づく、確かな品質と最適な技術提案で貢献いたします!
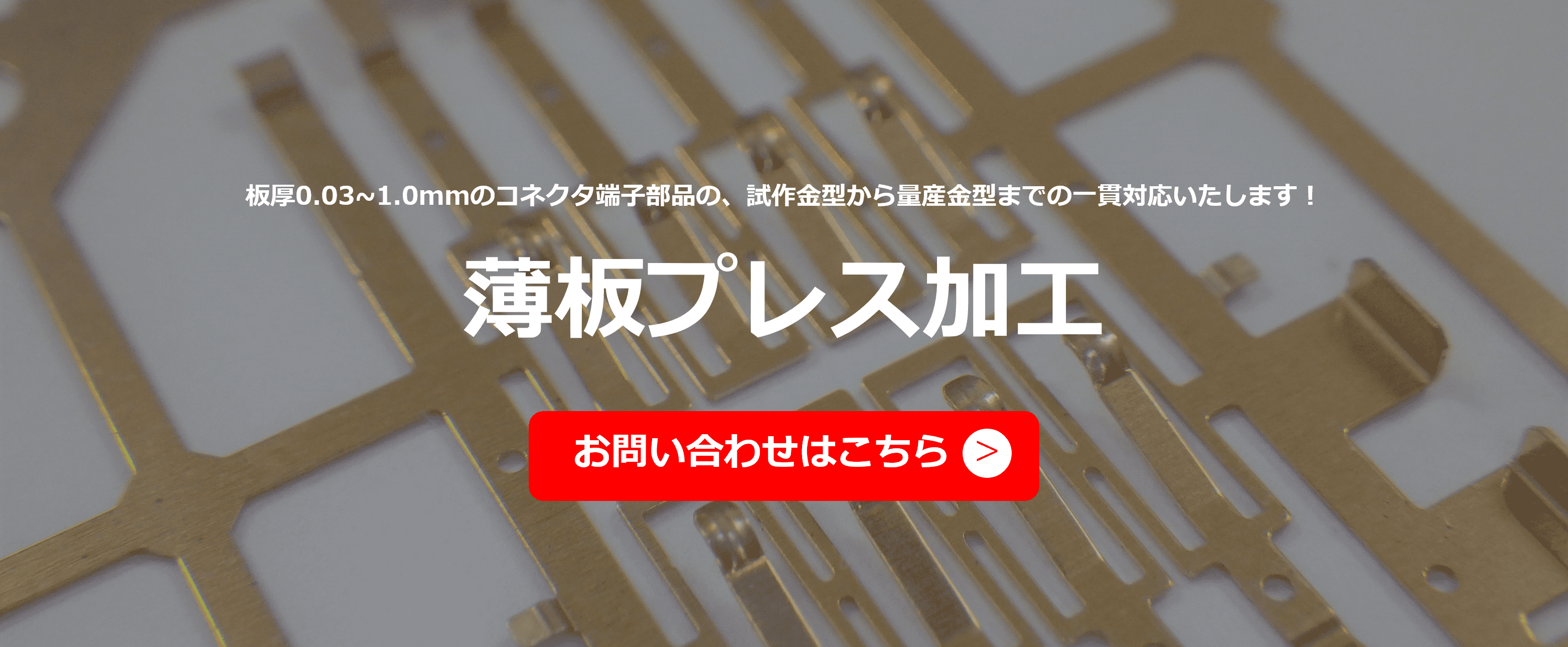
板厚0.03~1.0mmのコネクタ端子部品の、試作金型から量産金型までの一貫対応いたします!
プレートからダイ、パンチまで、寸法精度±0.001mmの高精度金型パーツ加工いたします!

海外車載向けプレスフィットコネクタ端子用の金型製作も実績多数!薄肉への高精度なスリット抜き加工が特徴です!プレスフィットコネクタ端子の試作にも対応!
0.1mmの薄板でも円筒形状の寸法公差を満たす、独自の丸め加工技術で圧着端子の試作プレス加工いたします!圧着端子に必要な高い同軸精度にも対応!かしめる圧着強度に応じた複雑なバレル形状もお任せ!






コネクタや端子の開発において、フープめっき(リール to リールめっき)による評価は、量産時の品質を担保するために避けて通れない工程です。しかし、「バラ品の試作ではライン適性が確認できず、かといって量産金型を製作するには数百万のコストと数ヶ月の時間がかかりすぎる」というジレンマに多くのコネクタメーカーの開発担当者の方々が直面しています。本記事では、フープめっきの基本原理から、1万〜2万個という中量ロットのフープめっき用の順送プレ...
プレス加工におけるミスフィードとは、プレス機械で材料が送られる際、設定された所定の長さや所定の位置に材料が正しく到達しない現象の総称です。ミスフィードは主に送り不足、送り過ぎ、蛇行の3パターンに分類されますが、発生原因と対策はおよそ決まっており、ミスフィード対策の3原則に沿って対策をすることで防ぐことができます。本コラムでは、0.05mmの薄板プレス加工用の順送プレス金型製造を得意とするナカトガワ技研が、ミスフィードの3つの原因と...
試作順送プレス金型の「低コスト」「短納期」を実現するために重要となるのは、豊富なプレス試作母型のラインナップです。 あらかじめ標準化された順送金型の試作母型を活用することで、従来は都度設計・製作していた工程を大幅に短縮することができます。これにより、お客様が求める高品質な試作順送プレス部品を、必要なタイミングで、圧倒的なコストパフォーマンスにてご提供することが可能です。 ここでは、順送金型の特徴から、順送金型の「試作型」と「...

電子機器の心臓部ともいえるコンタクトピンは、製品の信頼性を左右する重要な部品です。しかし、コネクタの一部であるコンタクトピンの役割や、その製造に求められる高度な技術について、十分に理解している設計者は少ないかもしれません。本記事ではまず、コンタクトピンの基本的な定義や、コネクタとの違いを明確に解説します。さらに、電子機器の小型化・高密度化がもたらす品質要求の高まりや、薄板加工における固有の課題を掘り下げ、高品質なコンタクト...



金型製造やプレス加工に必要な設備が全て整った設備体制により、金型の設計製造から検査、プレス加工まで一貫して行うことができます。
米粒ほどの大きさにも加工することができるのは当たり前。そのような高精度加工を安定的に行うのが、当社の技術力です。

累計3,000型の製作実績がある当社では、今までの試作品を全てサンプルとして保存しております。この蓄積されたサンプルにより、様々な金型形状を生み出すことができます。




 薄板プレス加工センターは、特に品質精度にこだわって順送プレス金型の設計・製造を行い、高精度な薄板プレス加工品を提供しております。私たちは、お客様やその先のお客様の品質精度に関するお悩みを抱かせません。
薄板プレス加工センターは、特に品質精度にこだわって順送プレス金型の設計・製造を行い、高精度な薄板プレス加工品を提供しております。私たちは、お客様やその先のお客様の品質精度に関するお悩みを抱かせません。
 薄板プレス加工センターでは、圧倒的な実績に基づいた技術提案力によって、お客様の様々なご要望に応えております。累計3000型の試作順送プレス金型の設計・製作に裏付けされた確かな技術提案力は、当社がお客様から選ばれる理由の1つです。
薄板プレス加工センターでは、圧倒的な実績に基づいた技術提案力によって、お客様の様々なご要望に応えております。累計3000型の試作順送プレス金型の設計・製作に裏付けされた確かな技術提案力は、当社がお客様から選ばれる理由の1つです。
 お客様が思う形状をプレス加工で形にすることができず、対応できるサプライヤーがいなくて困っているという声をよくお聞きします。対応可能なサプライヤーを探していたところ、当社を見つけて依頼いただいたというケースが多く、そういったお客様は長く当社とお取引いただいています。
お客様が思う形状をプレス加工で形にすることができず、対応できるサプライヤーがいなくて困っているという声をよくお聞きします。対応可能なサプライヤーを探していたところ、当社を見つけて依頼いただいたというケースが多く、そういったお客様は長く当社とお取引いただいています。
 特許技術を取得した独自の試作金型で、コアパーツのみの製作で試作金型を製造することができます。この設備体制と独自のノウハウが、最短2週間で試作プレス加工品をお届けすることを実現しています。
特許技術を取得した独自の試作金型で、コアパーツのみの製作で試作金型を製造することができます。この設備体制と独自のノウハウが、最短2週間で試作プレス加工品をお届けすることを実現しています。
 独自のノウハウを詰め込んだ試作順送プレス金型によって、他社ではできない価格と納期で試作順送プレス金型と試作プレス部品をお届けしています。
独自のノウハウを詰め込んだ試作順送プレス金型によって、他社ではできない価格と納期で試作順送プレス金型と試作プレス部品をお届けしています。
 試作から量産までお任せいただけましたら、つなぎ量産金型+独自のプレス加工ネットワークで、お客様の量産生産を止めることなく、超低価格で量産プレス加工品をお届けいたします。
試作から量産までお任せいただけましたら、つなぎ量産金型+独自のプレス加工ネットワークで、お客様の量産生産を止めることなく、超低価格で量産プレス加工品をお届けいたします。
 当社では、社員全員が勉強好きで、常により良い製品を作りたいという思いで、金型設計・製作やプレス部品の加工を行っており、そんな安心感に対しては、お客様からも温かいお声をいただいております。
当社では、社員全員が勉強好きで、常により良い製品を作りたいという思いで、金型設計・製作やプレス部品の加工を行っており、そんな安心感に対しては、お客様からも温かいお声をいただいております。