





連続端子の製造時には、様々な不具合やトラブルが生じる可能性があります。そのうちの1つがキャンバー、ツイストです。連続端子のキャリアーに曲がり(キャンバー)・歪み(ツイスト)が発生してしまうもので、その原因は様々で対策方法も複数あります。
ここではキャンバー、ツイストの概要から、キャンバー、ツイストが生じてしまう原因と対策について解説します。
連続端子におけるキャンバーとツイストとは?
連続端子は後の工程で自動機を活用して端子への挿入などの量産を行うことが多いため、安定した精度を求められます。その際に端子が接続されているキャリアーにキャンバー、ツイストと呼ばれる曲がりや歪みが発生してしまうと、自動機での挿入工程で不具合が発生します。そのため、連続端子制作の際はキャンバー、ツイストが発生しないように注意が必要です。
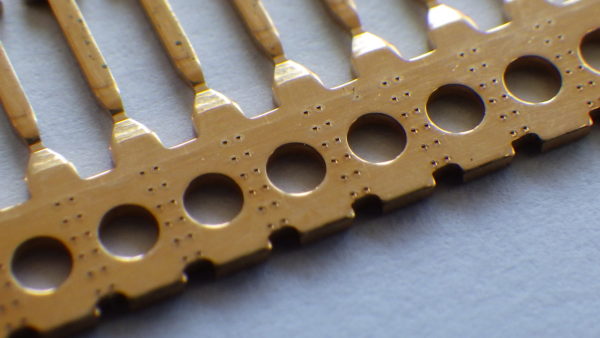
キャンバー
キャンバーは端子が接続されているキャリアーに対して曲がりが出ている状態を指します。この状態ですと後工程で自動機での端子差し込みで不具合が発生する可能性があります。
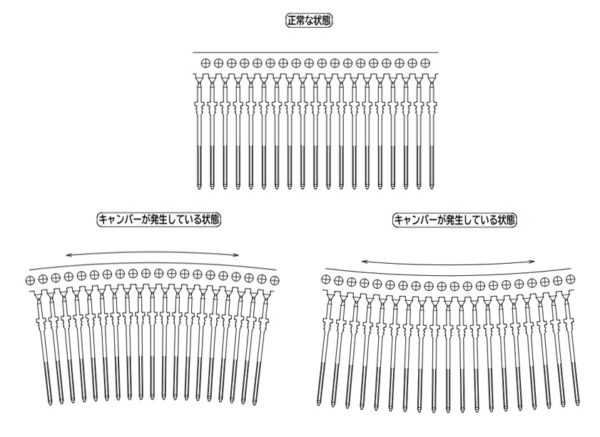
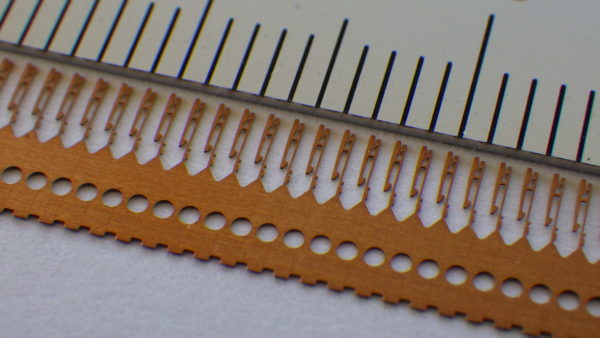
ツイスト
ツイストはキャリアーに対してねじれが発生している状態です。こちらもキャンバー同様に自動機での工程で不具合に繋がる可能性があります。
キャンバーやツイストが発生してしまう原因とは?
フープ材を順送プレスでプレス加工をして制作する連続端子ですが、その際の応力が原因となってキャンバー、ツイストが発生してしまいます。これらの応力を発生させないことがキャンバー、ツイストを防止する最大のポイントとなります。
では、なぜこの応力が発生してしまうのか。そもそも、この応力については2種類あります。
①プレス時の応力
プレス時の金型の当たりが強いと応力によって製品がねじれ、キャリアーへの曲がり(キャンバー)が発生します。プレス時に発生する応力のため、金型に調整機構があれば対応できますが、設計段階からそれらを見越して設計する必要があります。
②材料の残留応力
フープ材自体に残留応力がある場合にも、キャンバー、ツイストが発生します。金型設計の段階からプレス時の応力を抑制する機構を組み込んでも、母材自体に応力が残っているとキャンバー、ツイストの発生につながります。これらの残留応力を開放しない限りはキャンバー、ツイストの発生は抑えられません。
上記2つの応力によってキャンバーやツイストが発生しやすくなります。
キャンバーとツイストへの対策方法とは?
よって、キャンバーとツイストへの対策として2つの応力を抑制する必要があります。
プレス時応力への対策
①金型設計を見直す
プレス時に応力が発生するのは金型の当たりが強いことが考えられます。そのため、金型の設計段階からシミュレーション等を行い、応力が発生しにくくする必要があります。金型の当たりについての設計となるため、実績や経験に基づいて対応する必要があります。
②金型に調整機構を組み込む
プレス時の応力ですが、金型の摩耗状態によっても変動します。そのため、調整機構を組み込めば状況に応じた調整が可能となります。金型に組み込む調整機構についても、端子の形状や要求精度によってことなるため、制作にはノウハウや実績が必要です。
残留応力への対策
サイドカット
残留応力に対してはサイドカットを行うことで不具合低減の対策が可能です。サイドカットとは、残留応力を開放するために材料の端面を切る加工のことを指します。
当社の制作する連続端子では多くの製品でサイドカットを実施しています。
事例
続いて、薄板プレス加工センターによる製品事例をご紹介いたします。
車載向け 薄板圧着端子
こちらは、車載用で使用される圧着端子です。板厚は0.2mm、ピッチは5.0mmで、試作順送金型にて製造いたしました。
圧着端子は、薄板になればなるほど、形状の寸法公差を出すのが困難になります。こちらの薄板の圧着端子は、寸法公差だけでなく、同軸精度もあげられる所が重要なポイントになります。
この製品はシンプルな形状でありながら、下記のように要求公差が厳しい製品でした。
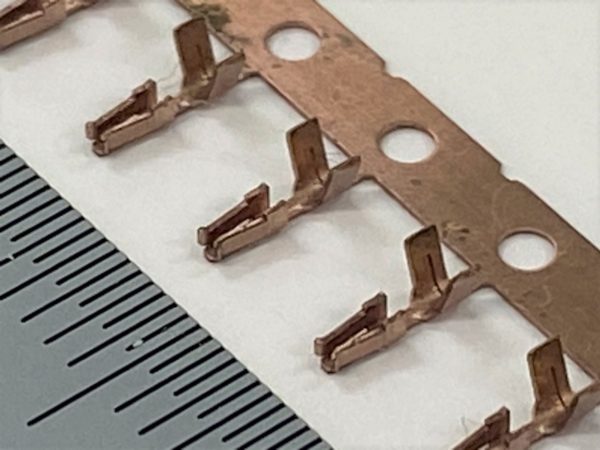
C5210R-H製 2段圧着端子
こちらは、車載用で使用される、リン青銅製(C5210R-H)の2段圧着端子です。板厚は0.15mmで、ピッチは4.5mm、試作順送金型にて製造いたしました。
板厚が0.15mmにも関わらず、端子先端径はφ0.5±0.02という寸法のため、内径が0.2になり、非常に精度が高い曲げ加工が必要になっていました。また先端部は隙間不可であるため、先端形状は数回の成形を行いながら丸め加工を行っています。ただ開いた薄板を合わせるだけでなく、押し込んで先端部の隙間を無くすように工夫をしております。
また端子先端の径が非常に細く、送り横方向から芯金を入れる際はある程度のストロークが金型内で必要になることもあり、今回は芯金を入れることができず、順送プレス加工のみで丸め加工をいたしました。
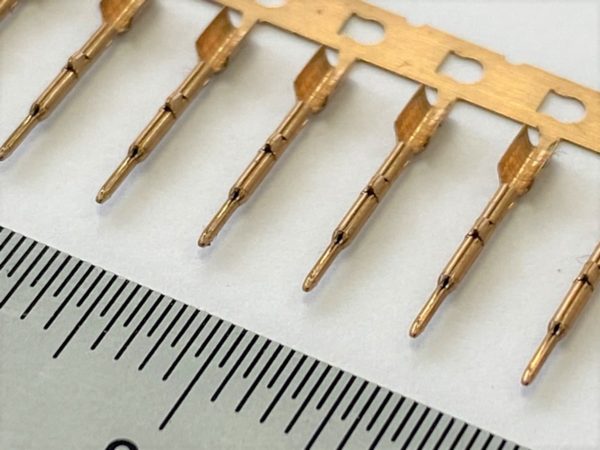
C2680R-H製 ポスト
こちらは、黄銅(C2680R-H)製のポストです。板厚は0.4mm、ピッチは1.8mmで、量産順送金型にて製造いたしました。
こちらのポストは、送り抜きでコロビなしにて製造いたしました。左右の振れ精度は0.025以下、上下の振れ精度も0.05以下に抑えた、精密プレス加工品です。お客様からの要求精度も高くなっていましたが、当社の経験やノウハウが詰まった量産順送プレス金型にて対応することができました。
C5240R-XSH製 FPCコネクタ端子
こちらは、電子部品として使用される、リン青銅(C5240R-XSH)製のFPCコネクタ端子です。板厚は0.08mm、ピッチは0.9mmで、試作順送金型にて製造いたしました。
FPCコネクタ用端子部品は、当社でも多数の取り扱い実績がございますが、今回は最小公差±0.007という高精度なプレス加工品でした。またお客様からは、とにかくコストを抑えてほしいとのことで、ご要望にあわせるために金型をコンパクトにして対応いたしました。当社の試作順送プレス金型は、独自の特許技術が詰まった唯一無二の試作順送プレス金型で、どこよりも安く、早く、高品質に試作順送プレス加工品をお届けすることができます。
ダウンロード資料

薄板プレス加工センターを運営する株式会社ナカトガワ技研が作成した、数種類のハンドブックをすべて無料でダウンロードできます。順送プレス金型や薄板プレス加工など、幅広く設計者の方々のための情報をまとめています。1つだけの資料ダウンロードから、すべてまとめてダウンロードもできます。
1分でフォーム登録完了、すぐに資料をダウンロードできます!興味のある資料を以下よりダウンロードしてみてください!
まとめ
薄板プレス加工センターを運営する株式会社ナカトガワ技研は、宮城県石巻市で順送プレス金型の製造をつづけて35年、「知る人ぞ知る」東北最大手の試作順送金型メーカーです。
当社では、金型製造やプレス加工に必要な設備が全て整った設備体制により、金型の設計製造から検査、プレス加工まで一貫して行うことができます。
またナカトガワ技研の加工技術は、米粒ほどの大きさにも加工することができるのは当たり前。そのような高精度加工を安定的に行う当社の技術力こそが、高精度金型部品加工を実現するためのポイントです。
さらに当社では、累計3,000型の順送金型の製作実績があり、今までの試作品をスケルトンとして全てサンプル保存しております。この蓄積されたサンプルにより構築された当社のアイデア力で、お客様のご要望に応えて様々な金型形状を生み出します。
ナカトガワ技研では、板厚0.03~1.0mmの薄板順送プレス加工を得意としております。特に試作~中量産用の試作金型の設計・製造に強みがある当社は、試作・中量産のプレス加工にも対応しております。この領域のプレス加工では、当社は負けない自信があります。
薄板プレス加工にお悩みの方、順送金型にお困りの方は、まずは薄板プレス加工センターまでお気軽にご相談ください。










