





プレス加工品に反りが発生してしまうと、特に板厚の薄い部品の場合は、製品としての使用自体が困難となります。そのため、特に加工を金型内で繰り返す順送プレス加工の場合は、製品の反り発生を抑えながら加工を行うための、金型や加工条件への工夫が必要となります。
ここでは、順送プレス加工における4つの反り対策方法について、まとめて解説いたします。
プレス加工における反りとは?
プレス加工における反りとは、その名の通りですが、抜き加工をした後の製品が反りかえってしまう現象のことです。この反りは、物体内に存在する応力「残留応力」が原因となります。通常は物体の外側からの力と内側からの力が均衡を保っていますが、プレス加工では大きな外力がかかり、その反動として残留応力も大きくなり、結果として反りにつながってしまいます。
製品に反りが発生してしまうと、もちろん精度の悪化にもつながり、製品としての使用が困難となってしまいます。特に当社の金型で製造されるコネクタ部品などの精密機器は、少しの反りであっても許容範囲外になってしまうケースもあります。
また、薄板プレス加工センターでは特に板厚の薄い部品のプレス加工を行っておりますが、板厚が薄ければ薄いほど、反りも大きくなってしまいます。
そのためナカトガワ技研では、順送プレス加工時の反り対策を徹底しております。
順送プレス加工における4つの反り対策方法とは?
順送金型による薄板プレス加工で反り対策をするためのポイントは、下記の4つで大きくまとめられます。
① 抜き荷重のバランスを考えて対策する
② 抜き加工時の空気の巻き込みを考えて対策する
③ 抜き加工のプロセスから考えて対策する
④ 素材の状態を確認する
① 抜き荷重のバランスを考えて対策する
製品の大きさよりも抜いたスクラップの大きさが大きくなる場合、製品が抜き荷重に負ける場合があります。そうすると、反りや抜き形状の曲がり等が発生しやすくなります。
出来るだけ抜き荷重を減らすためには、本形状抜きの前に下穴抜きを行う事が有効です。下穴抜きを行う事で本形状抜き時の抜き荷重を減らす事が出来ます。
② 抜き加工時の空気の巻き込みを考えて対策する
抜き形状が大きいと、パンチが材料に接触した時に、パンチと材料の間に不要な空気が溜まる事があります。そうするとスクラップに歪みが生じ、製品に反りを発生させる場合があります。
抜き形状が大きく、パンチと材料間に空気溜まりが発生しそうな際は、あらかじめパンチに対して空気のニゲ道を作ってあげることで改善が期待出来ます。
③ 抜き加工のプロセスから考えて対策する
パンチが材料に接触する際にクリアランス分の隙間があることで、クリアランス周辺域では最初は曲げ加工を行うような状況になります。パンチ下の材料は弾性変形を経て塑性変形を起こしますが、この間に湾曲が発生し、反りにつながってしまいます。
万が一抜き落とすものが製品となるのであれば、逆押えを利用する事で大きく改善する事が出来ます。
もちろん、クリアランスを最適に設定することが前提となりますので、クリアランスを疑ってみるのも反り対策の1つとなります。
④ 素材の状態を確認する
金型や加工工程に着目して修正や対策を行うのは当然ですが、その前にまず素材の出来を確認することも重要です。特に残留応力や巻きグセ等は、金型内で完全に修正する事が非常に困難となります。
レベラー等の設備が有効な場合もありますし、材料規格を見直す事も一つの手です。場合によっては材料の表裏を変えて金型に通すだけでも改善する場合もあります。
このほかの項目としては、例えばパンチやダイの刃先が鋭利になっているかも確認する必要があります。刃先が摩耗していると、せん断の塑性変形が発生しづらくなり、反りの原因となってしまいます。
当社では高精度な金型パーツを製造しておりますので、耐久性の高いパンチやダイとなっていますが、それでも使い続けると金型は摩耗してしまうものです。そのため、順送金型を定期的にメンテナンスする必要性もあります。
当社ではこのように、高精度な薄板プレス加工を行うためのノウハウを社内にて蓄積し、お客様に還元しております。抜きバリやマッチング、クリアランスなど、細かなノウハウも多くなりますが、その積み重ねこそが技術の結晶となり、どこにも負けない高精度な薄板プレス加工品となるのです。
薄板プレス加工センターの薄板プレス加工の特徴
薄板プレス加工センターを運営する株式会社ナカトガワ技研では、これまでに様々な薄板プレス加工を行ってまいりました。業界としては、電子機器業界から自動車、産業機器向けに、国内外問わず様々な場所で当社製の薄板プレス加工品が使用されています。
板厚は0.05mmまでの薄いコンタクトの製造実績もございます。またピッチに関しても、0.35mmといったマイクロピッチコンタクトも多数製造実績がございます。
形状に関しては、単純な抜き形状から、先端部分を曲げ加工したR接点形状や、芯金が入らないバネ構造、高精度曲げ加工によるBOX・シェル形状のような、様々な形状の薄板プレス加工品を製造してまいりました。
当社では、ロット1万~300万の薄板部品の試作プレス加工から、試作順送金型、量産順送金型まで一貫生産を行っております。特に試作順送プレス金型に関しては、多くのお客様から好評のお声をいただいております。
量産金型と単発金型
こちらの記事では、順送プレス加工のスケルトンについて解説しております。当社の強みの1つを徹底解説しておりますので、ぜひご覧ください!
>>順送プレス加工のスケルトンとは?動画でスケルトンをご紹介!
こちらの動画では、薄板プレス加工センターの順送プレス加工をスケルトンをもとにご紹介しております。
薄板プレス加工センターの高精度薄板プレス加工品の製品事例
続いて、薄板プレス加工センターによる製品事例をご紹介いたします。
C5212R-EH製 コンタクト
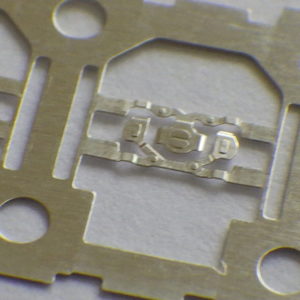
こちらは、リン青銅(C5212R-EH)製のコンタクトです。板厚は0.045mm、ピッチは5.8mmで、試作順送金型にて製造いたしました。
こちらのコンタクトは、中央接点の溝幅が0.05mm、接点高さが±0.005、曲げ高さが±0.01という、要求度の高いプレス加工品でした。当社では、お客様とのお打ち合わせを重ねながら、このようなプレス加工品の試作開発を行っております。
R接点形状付き スイッチコンタクト
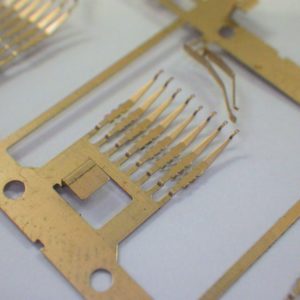
こちらは、電子機器業界で使用されるリン青銅(C5210R-SH)製のスイッチコンタクトです。板厚は0.15mm、ピッチは18mmで、量産順送金型にて製造いたしました。
拡大写真だとおわかりいただけますが、こちらのスイッチコンタクトでは先端が滑らかなR接点形状となっています。順送プレス加工をする中で曲げ加工を行い、先端形状を加工しておりますが、この端子のばらつき管理をするのが非常に困難でした。
C5210R-H製 ケース
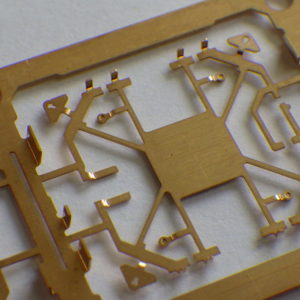
こちらは、リン青銅(C5210R-H)製のケースです。板厚は0.15mm、ピッチは18mmで、量産順送金型にて製造いたしました。
こちらのケースは、曲げ公差が±0.01、曲げ加工後の4隅の穴ピッチが±0.02という高精度なプレス加工品でした。また抜き加工や細かな曲げ加工も多く、プレス加工による反りを抑えるために金型に工夫を凝らす必要があります。
薄板プレス加工センターでは、順送プレス金型の試作に関する資料を公開中!

薄板プレス加工センターを運営する株式会社ナカトガワ技研が作成した、数種類のハンドブックをすべて無料でダウンロードできます。順送プレス金型や薄板プレス加工など、幅広く設計者の方々のための情報をまとめています。1つだけの資料ダウンロードから、すべてまとめてダウンロードもできます。
1分でフォーム登録完了、すぐに資料をダウンロードできます!興味のある資料を以下よりダウンロードしてみてください!
プレス加工のことなら、薄板プレス加工センターまで!
薄板プレス加工センターを運営する株式会社ナカトガワ技研は、宮城県石巻市で順送プレス金型の製造をつづけて35年、「知る人ぞ知る」東北最大手の試作順送金型メーカーです。
当社では、金型製造やプレス加工に必要な設備が全て整った設備体制により、金型の設計製造から検査、プレス加工まで一貫して行うことができます。
またナカトガワ技研の加工技術は、米粒ほどの大きさにも加工することができるのは当たり前。そのような高精度加工を安定的に行う当社の技術力こそが、高精度金型部品加工を実現するためのポイントです。
さらに当社では、累計3,000型の順送金型の製作実績があり、今までの試作品をスケルトンとして全てサンプル保存しております。この蓄積されたサンプルにより構築された当社のアイデア力で、お客様のご要望に応えて様々な金型形状を生み出します。
ナカトガワ技研では、板厚0.03~1.0mmの薄板順送プレス加工を得意としております。 特に試作~中量産用の試作金型の設計・製造に強みがある当社は、試作・中量産のプレス加工にも対応しております。この領域のプレス加工では、当社は負けない自信があります。
薄板プレス加工にお悩みの方、順送金型にお困りの方は、まずは薄板プレス加工センターまでお気軽にご相談ください。










