





順送プレス加工では、1つの金型内に2つ以上の工程が設けられており、1ショットごとに次の工程へ自動で材料を送りながら次々とプレスしていきます。そのため、徐々にRを付けた丸め加工を繰り返すことで、写真のような円筒形状に成形することができるのです。
しかしこのような円筒形状を順送プレス加工で成形するには、様々なポイントを抑える必要があります。
ここでは、順送プレス加工で薄板を丸め加工するためのポイントを9つに分けて徹底解説し、さらに実際に当社で製作した圧着端子をはじめとした、丸め加工で円筒形状に成形した薄板プレス部品の事例まで、まとめてご紹介いたします。
なぜ順送プレス加工で薄板を綺麗に丸めることができるのか
順送プレス加工では、薄板を綺麗に丸めた円筒形状の加工も可能です。一発で加工せず、徐々に曲げRをつけていくことで、円筒形状にすることができます。そして、徐々にRを付けるという工程が、順送プレス加工とマッチします。順送プレス加工では、1つの金型内に2つ以上の工程が設けられており、1ショットごとに次の工程へ自動で材料を送りながら次々とプレスしていくため、徐々にRを付けた丸め加工により円筒形状に成形することができます。
順送プレス加工で薄板を丸め加工するための9つのポイント
順送プレス加工で薄板を丸め加工するには、およそ9つのポイントがあります。
円筒形状の寸法公差を満たす調整工程
円筒形状を順送プレス加工で成形する際に最も要望が多いのは、丸め公差です。徐々に形にしていく順送プレス加工ですが、コネクタ端子部品が必要な方が求めるのは最終的な形状の精度です。そのため、徐々に丸め加工をしながら、いかに丸め公差以内に収めるのかが重要なポイントです。
0.1mmの薄板でも高精度な丸め加工
また、板厚が0.1mmのように薄くなると、寸法公差が非常に厳しくなります。曲げR部分が板厚の1/2という指定があった事例もあり、板厚が0.15mmにも関わらず端子先端径がφ0.5±0.02(内径がφ0.2)という高精度な丸め加工が必要だった事例もございます。丸径が±0.02という精度での指定は多くいただいておりますが、当社では薄板プレス加工を得意としておりますので、問題なく対応可能です。
芯金を入れることができない場合の高精度丸め加工
通常、円筒形状を順送プレス加工で成形する際は、順送プレス金型にカム機構を搭載することで、円筒部分に芯金を入れて成形を行います。しかし下記の様な場合は、円筒部分に芯金を入れることができません。
- 送り方向の円筒形状となっている
- 端子先端の径が非常に細い
- 円筒部分が長く、送り横方向から芯金を入れる際のストロークが足りない
フープ材の方向に合わせた丸め加工
写真のように、材料の送り方向(フープ材の圧延方向)に円筒形状がある場合もあります。しかしこのような場合、丸め加工の難易度が上がってしまいます。材料目と垂直方向(幅方向)は、材料メーカーではグッドウェイと呼ばれ、最小曲げ寸法が比較的良い一方で、材料目と平行方向(送り方向)はバッドウェイと呼ばれ、最小曲げ寸法がどうしても悪くなってしまいます。そのため、比較的曲げにくく割れやすい方向となり、加工難易度が上がってしまうのです。
段違いの丸め加工における高い同軸度

また写真のように、円筒形状が2段になっているコネクタ端子部品もございます。また、それぞれの丸め公差が±0.025mmで、先端と中央の径の同軸精度が0.025以内という精度が必要な事例もございました。
このような2段の円筒形状にするために、径が変わる部分で絞り部分が必要となる場合もありますが、絞り加工の際に先端の振れが大きくなってしまうことが多くなります。そのため当社では、このような絞り加工が必要な順送プレス加工の際には、丸め加工や絞り加工の精度に注意しつつ、金型のレイアウトを設計しております。
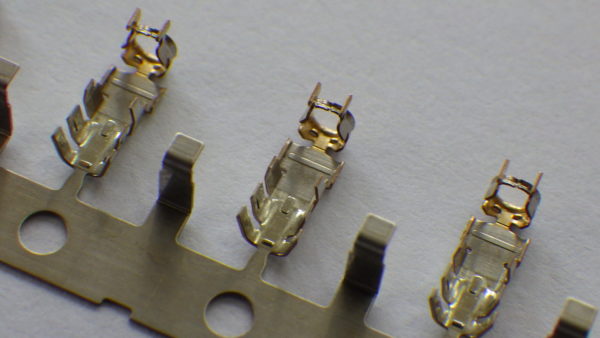
円筒部にあるバネ接点の形状精度

ただ円筒形状を作るだけでなく、円筒部にバネ接点があったり、ただの板形状でなく抜き曲げ加工が施された薄板を円筒形状に成形しなければならないケースもございます。このように円頭部にバネ接点がある場合、丸め加工をすると、平面から円筒に変形するため、バネ形状の寸法が変動しやすくなってしまいます。
丸めながらバネ形状を精度良く加工するために、当社では様々な工夫を金型に凝らしています。
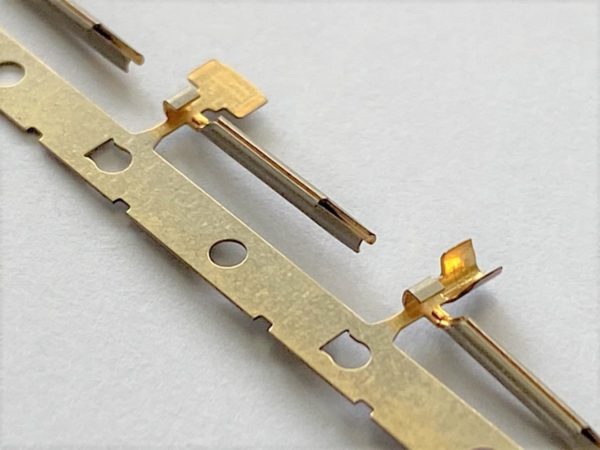
丸め形状が開かないようにするカシメ・嵌め合わせ加工

コネクタ端子部品の使用用途によっては、丸めた形状が開かないようにしてほしいというご要望もいただいております。通常の丸め加工では、板を丸める曲げ加工をして密着させることが多くなります。しかしどうしても開かないようにしなければいけない場合は、写真のようにクサビ形状の嵌め合わせを行う場合もございます。
このようなクサビ形状の嵌め合わせをする際は、タイミングを調整してクサビ形状を合わせて、最後に押してカシメる必要があります。またカシメ部分は、嵌め合わせているためにどうしても隙間が生じてしまいます。そのため、カシメ部分の周辺を潰して肉を寄せることで、丸め形状が外れないように当社で工程レイアウトを設計しております。
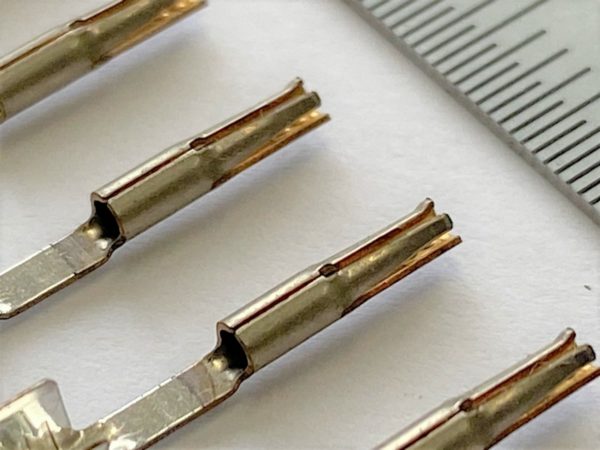
先端の丸目形状の成形
コネクタ端子部品の用途によっては、先端部に隙間があってはいけないということで、先端部の隙間を埋めるように図面で指示をいただく場合もございます。このようなケースでは、先端形状は数回の成形を行いながら丸め加工を行う必要があります。ただ開いた薄板を合わせるだけでなく、押し込んで先端部の隙間を無くすように工夫しなければなりません。
コルソン合金やリン青銅等の様々な材質への丸め加工の対応力
円筒形状が求められることが多い圧着端子では、導電性の観点から主にコルソン合金やリン青銅、銅合金が採用されます。しかしこれらの材質にも種類があり、たとえばリン青銅のなかでもC5210RHQ-XSHというリン青銅は非常に硬い材料として知られており、クラックが起きやすいリン青銅です。そのため、このような割れが起きやすい材質で圧着端子が必要な場合、クラックが生じないように曲げ工程に工夫を凝らす必要があります。
薄板プレス加工センターの圧着端子の製品事例
続いて、薄板プレス加工センターによる圧着端子の製品事例をご紹介いたします。
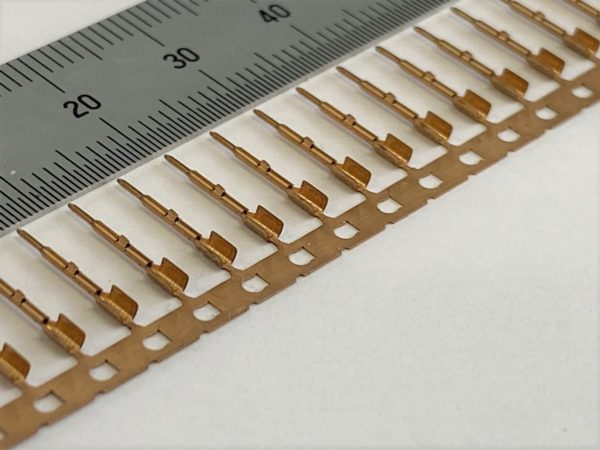
NKC286R製 圧着端子
こちらは、電子部品向けに使用される、コルソン合金(NKC286R)製の圧着端子です。板厚は0.1mm、ピッチは4mmで、試作順送金型にて製造いたしました。
こちらの圧着端子は、先端の丸目形状の成形が特徴となります。当社では、ノウハウが詰まった試作順送プレス金型によって、同軸精度や真円度の高い丸目形状の曲げ加工を行っております。
NKC286R-H製 圧着端子
こちらは、コルソン合金(NKC286R-H)製の圧着端子です。板厚は0.1mm、ピッチは4mmで、試作順送金型にて製造いたしました。
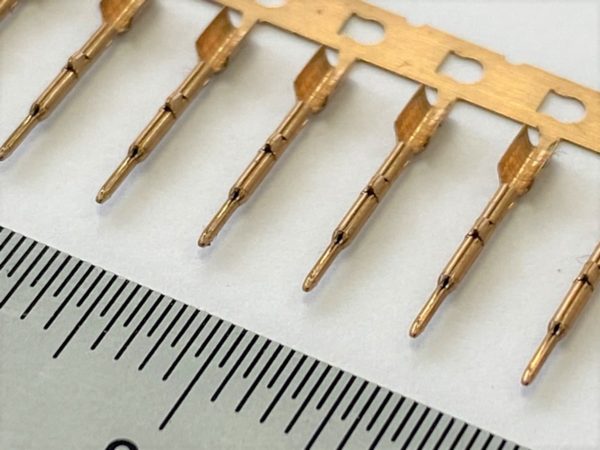
C5210RHQ-XSH製 曲げR付き圧着端子
こちらは、リン青銅(C5210RHQ-XSH)製の圧着端子です。板厚は0.15mm、ピッチは5mmで、量産順送金型にて製造いたしました。
このリン青銅は、非常に硬い材料として知られており、クラックが起きやすい点がお客様としても課題認識されていました。しかし当社では、曲げ工程に工夫を凝らすことで、クラックの発生を防ぐことに成功いたしました。
また曲げR部分は板厚の1/2である0.075mmとなり、非常に精度も求められる難易度の高いプレス加工品でした。
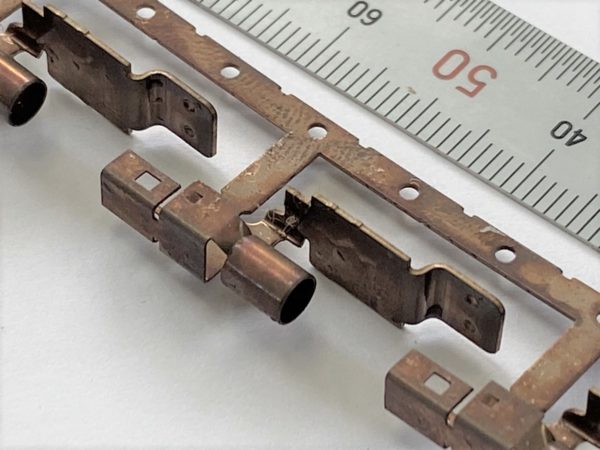
車載向け2段丸め加工コネクタ用端子部品
こちらは、銅合金(MZC1R-H)製の車載用コネクタ部品です。板厚は0.35mm、ピッチは16.5mmで、量産順送金型にて製造いたしました。
こちらのコネクタ用端子部品の特徴は、写真の通り2段で行った丸め加工です。丸め公差は±0.025mmで、同軸精度は0.05mmという高精度プレス加工品でした。胴体と先端のつなぎ目部分のブランク形状がございますが、この形状を精度良く製造するのがポイントでした。
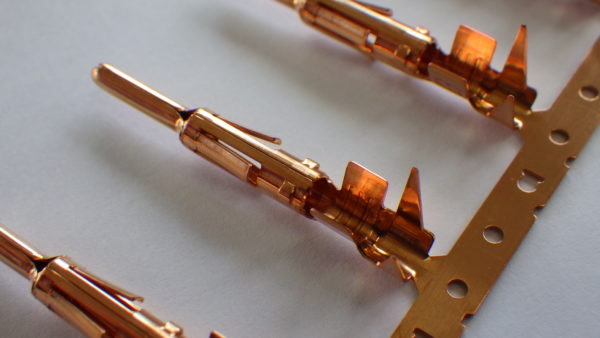
挿入抜去力測定用圧着端子
こちらは、車載用で使用される、リン青銅製(C5210R-H)の挿入抜去力測定用圧着端子です。板厚は0.2mmで、ピッチは14mm、試作順送金型にて製造いたしました。
端子根本部分にダボがあり、板曲げ部分をダボにカシメることでワイヤー線を固定するように使用されます。
さらに端子の先端上部から規定のピンを挿入して、挿入抜去力の測定が必要な製品で、その力の大きさ指定が図面にある製品でした。そのため当社では金型設計をする前に、力の規定を寸法公差に変換してから、挿入抜去力が測定できるような寸法で金型の製造を行いました。
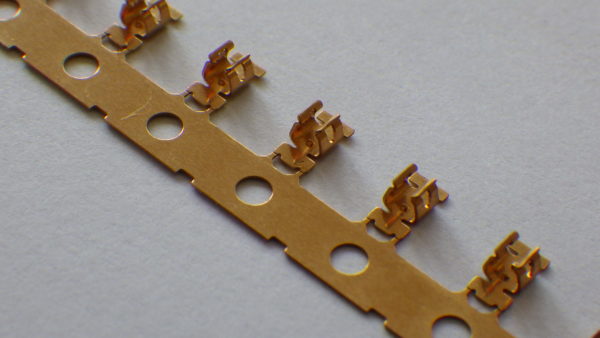
メッキ材 3点圧着端子
こちらは、車載用で使用される、リン青銅製(C5210R-H)のメッキ材 3点圧着端子です。板厚は0.25mm、ピッチは6mmで、試作順送金型にて製造いたしました。
こちらの圧着端子は、メッキがされているメッキ材を用いた順送プレス加工をお客様よりご指定いただきました。メッキ材の場合は、メッキが削れてしまい、メッキのカスが生じてしまう可能性がありますので、当社では十分に注意して金型設計を行っています。
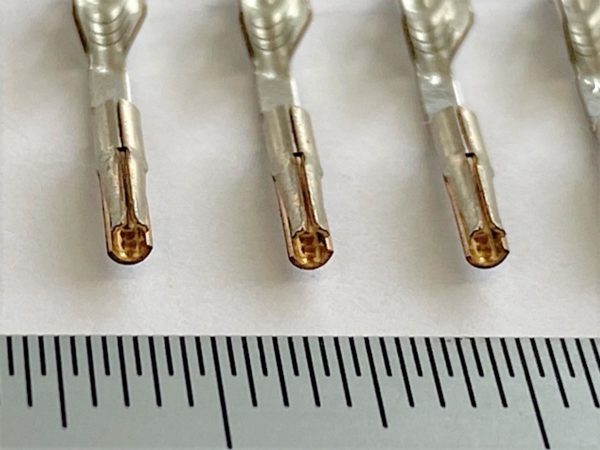
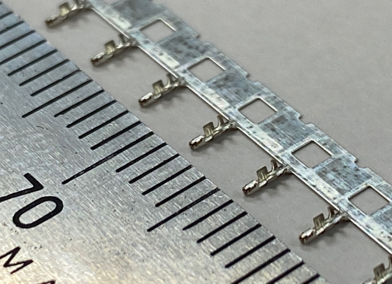
C5210R-H製 2段圧着端子
こちらは、車載用で使用される、リン青銅製(C5210R-H)の2段圧着端子です。板厚は0.15mmで、ピッチは4.5mm、試作順送金型にて製造いたしました。
板厚が0.15mmにも関わらず、端子先端径はφ0.5±0.02という寸法のため、内径が0.2になり、非常に精度が高い曲げ加工が必要になっていました。また先端部は隙間不可であるため、先端形状は数回の成形を行いながら丸め加工を行っています。ただ開いた薄板を合わせるだけでなく、押し込んで先端部の隙間を無くすように工夫をしております。
さらに今回の圧着端子は、写真の通り2段の丸め加工が必要な製品でした。そして寸法としては、先端と中央の径の同軸精度が0.025以内という精度が必要でした。2段の円筒形状にするために、径が変わる部分で絞り部分が必要でしたが、絞り加工の際に先端の振れが大きくなってしまうことが多くなります。そのため当社では、このような絞り加工が必要な順送プレス加工の際には、丸め加工や絞り加工の精度に注意しつつ、金型のレイアウトを設計しております。
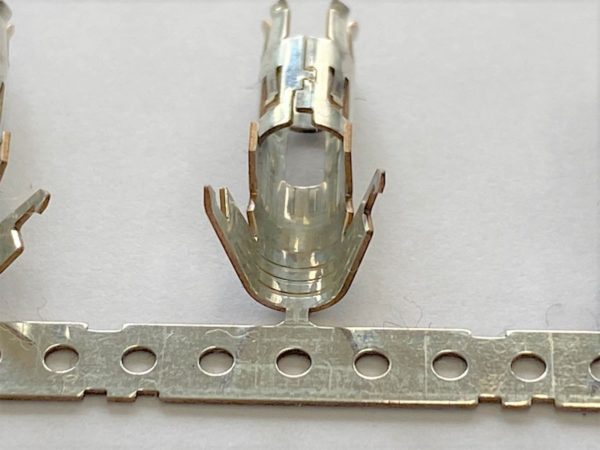
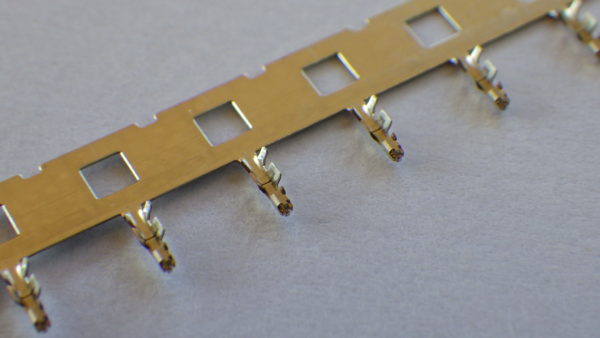
6点バネ接点 クサビカシメ圧着端子
こちらは、車載用で使用される、リン青銅製(C5210R-H)の6点バネ接点 クサビカシメ圧着端子です。板厚は0.35mm、ピッチは16.5mmで、試作順送金型にて製造いたしました。
こちらの圧着端子の一番のポイントは、丸め形状が開いたりしないようにするためのクサビ形状の嵌め合わせ箇所です。通常は板を丸める曲げ加工をして密着させることが多いですが、このようなクサビ形状の嵌め合わせをする際は、タイミングを調整してクサビ形状を合わせて、最後に押してカシメる必要があります。またカシメ部分は、嵌め合わせているためにどうしても隙間が生じてしまいます。そのため、カシメ部分の周辺を潰して肉を寄せることで、丸め形状が外れないようにしております。お客様より強度規格30N以上という指定もございましたので、指定に合った強度を満たすようにカシメを行いました。
また、写真の通り円筒部にバネ接点が2つ、端子先端に4つのバネ接点があり、合計6つのバネ接点がある圧着端子でした。丸め加工をすると、平面から円筒に変形するため、バネ形状の寸法が変動しやすくなってしまいます。丸めながらバネ形状を精度良く加工するために、当社では様々な工夫を金型に凝らしています。
C5210R-H製 同軸コネクタ用端子
こちらは、リン青銅(C5210R-H)製の同軸コネクタ用端子です。板厚は0.12mm、ピッチは6.5mmで、試作順送金型にて製造いたしました。
こちらのコネクタ用端子部品は、丸径が±0.02の精度で、径を整えつつ接点形状を正確に成形するのが非常に難しいプレス加工品でした。
動画で圧着端子のスケルトンレイアウトをご紹介!
当社のYouTubeチャンネルでは、当社で製作した順送プレス金型による圧着端子のスケルトンを一部公開しております。
>>順送プレス加工のスケルトンとは?動画でスケルトンをご紹介!
その他にも様々な動画がございますので、ぜひ下記よりご覧ください。
薄板プレス加工センターでは、順送プレス金型に関する資料を公開中!

薄板プレス加工センターを運営する株式会社ナカトガワ技研が作成した、数種類のハンドブックをすべて無料でダウンロードできます。順送プレス金型や薄板プレス加工など、幅広く設計者の方々のための情報をまとめています。1つだけの資料ダウンロードから、すべてまとめてダウンロードもできます。
1分でフォーム登録完了、すぐに資料をダウンロードできます!興味のある資料を以下よりダウンロードしてみてください!
順送プレス金型、薄板プレス加工のことなら、薄板プレス加工センターまで!
薄板プレス加工センターを運営する株式会社ナカトガワ技研は、宮城県石巻市で順送プレス金型の製造をつづけて35年、「知る人ぞ知る」東北最大手の試作順送金型メーカーです。
当社では、金型製造やプレス加工に必要な設備が全て整った設備体制により、金型の設計製造から検査、プレス加工まで一貫して行うことができます。
またナカトガワ技研の加工技術は、米粒ほどの大きさにも加工することができるのは当たり前。そのような高精度加工を安定的に行う当社の技術力こそが、高精度金型部品加工を実現するためのポイントです。
さらに当社では、累計3,000型の順送金型の製作実績があり、今までの試作品をスケルトンとして全てサンプル保存しております。この蓄積されたサンプルにより構築された当社のアイデア力で、お客様のご要望に応えて様々な金型形状を生み出します。
ナカトガワ技研では、板厚0.03~1.0mmの薄板順送プレス加工を得意としております。 特に試作~中量産用の試作金型の設計・製造に強みがある当社は、試作・中量産のプレス加工にも対応しております。この領域のプレス加工では、当社は負けない自信があります。
薄板プレス加工にお悩みの方、順送金型にお困りの方は、まずは薄板プレス加工センターまでお気軽にご相談ください。










